5軸加工機による成形歯面研削(GPG:Gear Profile Grinding)
5軸の汎用NC加工機により、任意諸元の平・ハスバ歯車の成形歯面研削を行うNCプログラムを作成するソフトウェアです。
成形歯面研削とは砥石を設備に付属するドレッサーで加工する歯車の歯溝の形に成形し、それを歯車に転写させる歯車歯面研削方式です。
DGG開発の背景
近年では5軸加工機に研削加工も取り入れられるようになり、ドレッサー装置・研削用クーラント装置・防塵対策等を5軸加工機に追加し、 グラインディングセンターとしても進化しつつある状況です。そうなると、歯車の歯面研削もその機能の1つとして追加したいと考えるところです。
歯車加工技術研究所では、DGM(Direct Gear Milling)という、汎用5軸加工機と汎用工具で様々な諸元の平・ハスバ歯車の歯切加工を行う試作工法 を提唱しています。DGMの後工程の歯面研削では、ほとんどの歯車で成形歯面研削が行われています。成形歯面研削は既にある加工方法ですが、 歯車加工技術研究所としてもグラインディングセンターに対応するソフトウェアとして開発してみたいと考えました。
DGGの概要
DGGの歯面研削方式
歯車の歯面研削を研削砥石の形状で分類すると下表のようになります。
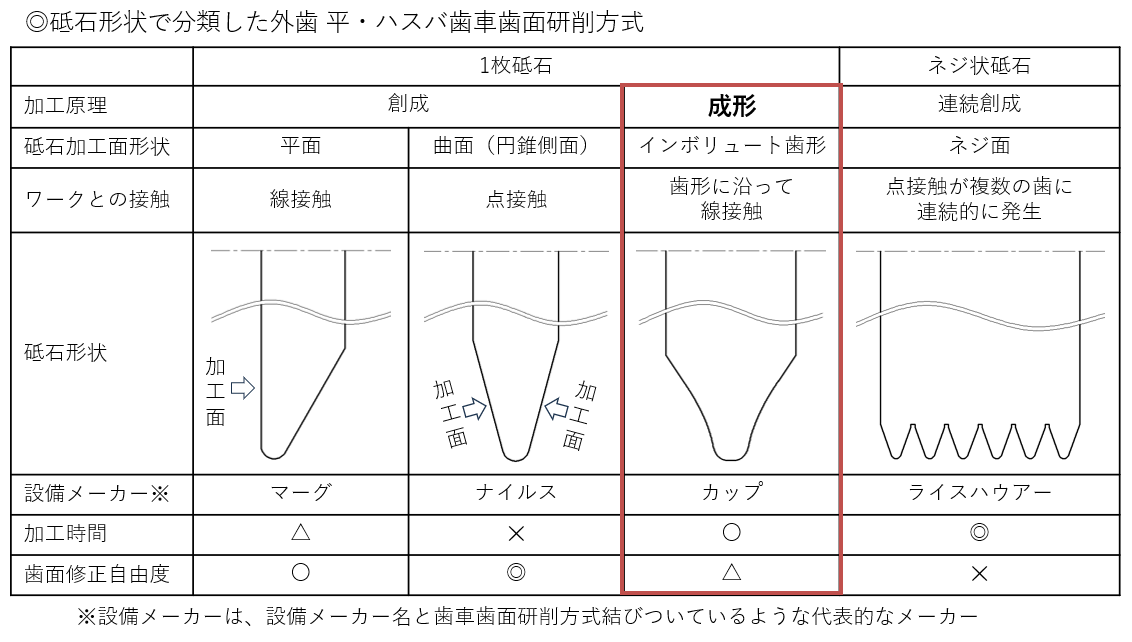
現在行われる歯面研削はこの4つのいずれかに分類されます。
この4つの中で成形歯面研削だけが、加工原理が「成形」となり、その他は「創成」となります。「創成」の場合は、砥石のドレスが
直線の動きで良いため、メカ機(非NC機)でも対応できる古くからある研削方法です。成形歯面研削は、歯車の歯溝形状(曲線)に
成形ドレスを行う必要があり、設備がNC化された30年くらい前から普及されるようになりました。NC化となった現在では、1枚砥石の
歯面研削の中では、最も能率が高いため、成形歯面研削がメジャーな加工方法になっています。
グラインディングセンターでドレスを伴う歯面研削を行う場合、ネジ状砥石はドレスが難しくなるため対象外となり、1枚砥石である表の
左3つの研削方法が対象となります。5軸加工機の自由度を活かし加工能率を考えるならば、成形歯面研削を選択したいと考えます。
左から2番目の方式(以降、「ナイルス方式」と呼びます)は、ワークとの接触が点接触であるため、加工時間は長くなりますが、
歯面修正の自由度は高いです。歯車加工技術研究所のDGMと、CBN電着砥石でドレスなしで歯面研削を行うDGG(Direct Gear Grinding)は
この方式です。
一番左の方式(マーグ方式)は、最も古くからある有名な歯面研削方式です。ただ、ドレスが径方向だけでなく、端面方向にも進行していくので、
砥石を有効に使えず扱いづらいと思われます。
成形歯面研削の特徴
成形歯面研削は単純に歯車の歯溝形状に砥石を成形して、歯溝に砥石を通す歯面研削工法です。
平歯車の場合は歯車の軸直角断面形状をそのまま砥石形状とすれば良いです。しかし、ハスバ歯車の場合は三次元空間での複雑な計算で
砥石形状を決定する必要があります。
ハスバ歯車での成形歯面研削は、砥石をワークに対して(ネジレ角相当分)傾けて加工を行うため、最初に砥石を傾けた角度で
歯車の円筒を切断した断面の歯溝形状(以降、砥石傾け角ワーク断面形状と呼びます)を考えます。ただ、この砥石傾け角ワーク断面形状を
砥石形状とするだけでは不十分であり、更に、この砥石形状と歯車の干渉を三次元で考える必要があります。
歯車の諸元にはネジレ角がありますが、これは厳密には、ピッチ円径におけるネジレ角です。ハスバ歯車は径によってネジレ角が変化し、
歯先から歯元に向かって徐々にネジレ角は小さくなっていきます。それに対して砥石は歯車に対して1つの角度にしか傾けられないので、
砥石を傾けた角度と歯車のネジレ角が一致した個所の1点だけは砥石の中心部線上で接触しますが、それ以外の箇所では砥石傾け角ワーク断面形状の
砥石とワークは干渉が発生します。この干渉分を砥石傾け角ワーク断面形状から除去した形状が砥石の断面形状となります。
図1の左のグラフは、先に述べた「砥石傾け角ワーク断面形状」と、干渉量を計算し補正した「砥石断面形状」を比較したものです。 この干渉量は以下の条件で大きくなります。
- ワークの歯数が少ない場合
- ネジレ角が大きい場合
- 砥石径が大きい場合
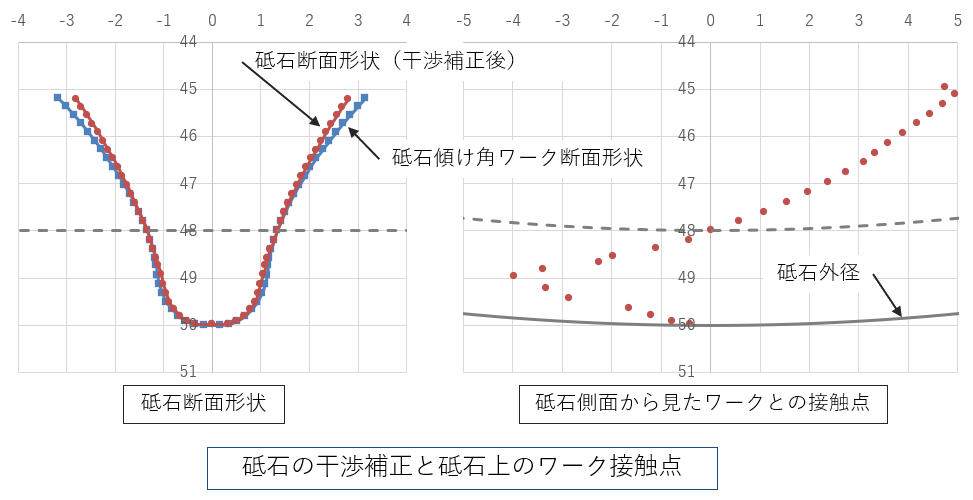
上の図は干渉の補正量が大きくなるよう、歯数12枚、ネジレ角30°、砥石径φ100mm(モジュール2)の歯車の事例で紹介しています。
このように成形歯面研削では、砥石形状を干渉分補正しなければならず、ドレスを伴う成形歯面研削では砥石径が減少していくので、
この砥石径の減少に合わせて砥石形状を修正していく必要があります。これが成形歯面研削の特徴であり、厄介な部分です。
上の図の右側のグラフは、砥石の側面(端面側)から見てどの位置でワークと接しているかを、砥石断面形状の点と対応した点で描いた図です。この図を見ると、
かなり砥石の中心線から離れた位置で接触していることが分かります。この接触点が中心線から離れることが、後述する「歯形(歯スジ)バイアス」と
呼ばれる歯車精度の誤差が発生する要因になります。この歯形バイアスは表1の他の歯面研削方法でも発生する問題ですが、成形歯面研削では
このバイアスの誤差も歯車精度の要求事項に加えられることがあるので厄介です。
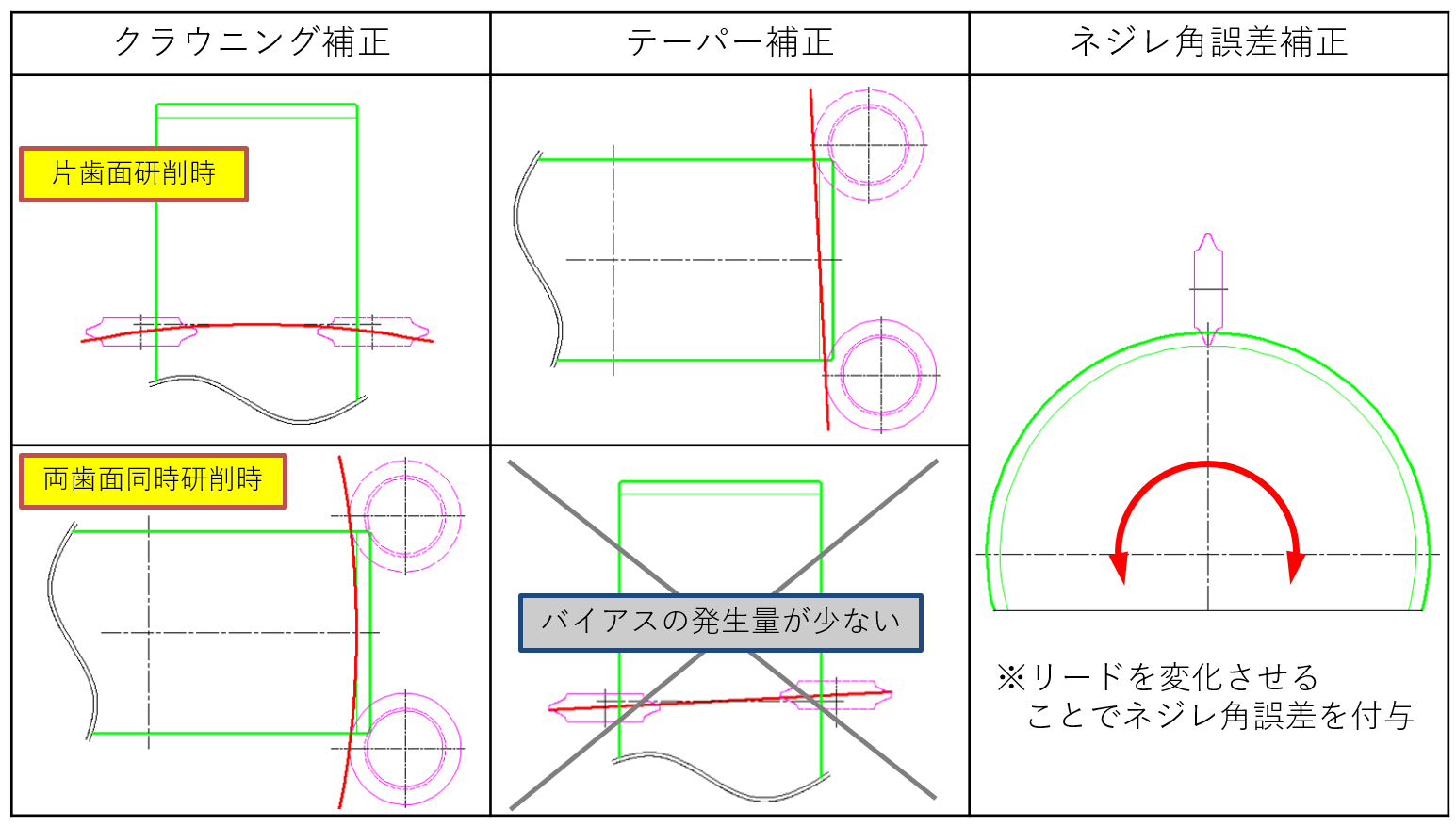
ただし、「ナイルス方式」では、点接触であるため歯形バイアスの発生量が少なく、また、設備の制御次第で自由に(大きく)歯形バイアスを
付与することも可能です。
汎用5軸加工機での成形歯面研削
専用の成形歯面研削盤は筆者の知る限りPCと設備(NC装置)が一体もしくは接続されています。これは砥石径の変化に合わせて ドレス形状を変化させたプログラムを出力しなければならないからです。よって、汎用5軸加工で成形歯面研削を行う場合、必ず設備とPCの接続が 必須なのかどうか確認しておく必要があると、筆者はソフトウェア開発前に考えていました。
下図は干渉補正のターゲット砥石径がφ100mmで「True」(誤差が無い)の歯形となる砥石の形状のまま、実際の砥石がφ200mmからφ50mmに 変化した時に、歯形形状がどのように変化するかをシミュレーション計算したものです。(一般的な諸元で、歯数40、ネジレ角20°、 モジュール2の場合で計算)
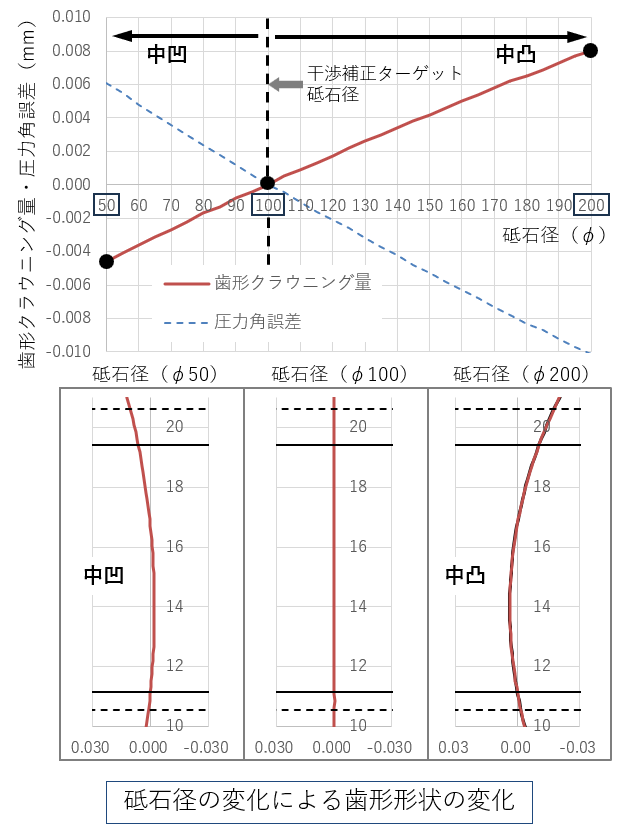
結果としては、砥石が干渉補正ターゲット砥石径より大きいと干渉量が多くなるので中凸歯形となり、小さくなると干渉量が少なくなるので 中凹歯形となります。また、今回の場合、圧力角誤差は砥石径減少とともに+方向に変化していますが、これは砥石傾け角度の選定により +方向にも-方向にも変化するものです。
ここで、砥石径がφ110からφ90の範囲に着目すると歯形クラウニング量の変化は±1μ程度となり、砥石径の変化に対して歯形変化の感度は
大きくないことが分かります。
感度が大きくないのであれば、ワーク1個加工する毎にドレスプログラムをPC側で再出力しNC装置へ入れ替え、たまに設備側のマクロ変数等で
管理している砥石径をPC側へフィードバックする、といった程度の管理で、PCと設備がお互いに接続されていなくても十分問題なく運用できる
と判断しました。
GPGのNCプログラム作成の流れ
プログラム作成の流れ概要
GPGのNCプログラム作成の流れは以下のようになります。
次にこの1~7の項目を詳細に説明します。
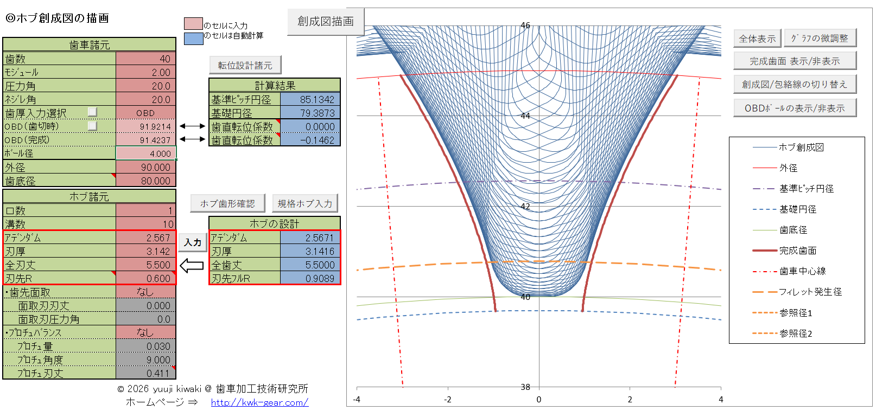
1.ホブ創成図の決定
ホブ創成図を描画することにより、歯面研削される前の歯溝形状を確認します。
この創成図描画はDGM等と共通の機能です。
2.研削形状の決定
研削形状では砥石を単純に歯溝中心に通した時に研削される(したい)形状を設定します。
両歯面同時に研削したい場合は仕上がり寸法の歯厚(歯溝)となるように形状を設定し、左右歯面で狙いが異なる場合は
取り代を残した歯厚(歯溝)に研削形状を設定します。
下の画像は、歯切時(熱処理前)の歯溝形状で研削形状を設定し左右歯面を別々で仕上げる場合で、歯底径は歯切時と同じ径に
設定した研削形状です。
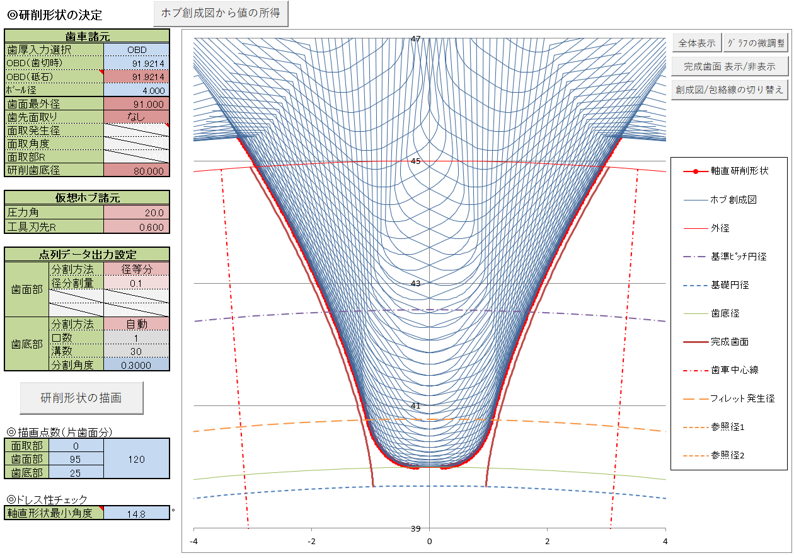
この研削形状では歯溝形状の点座標の正確さが歯面の精度に直結します。そのため、歯面と歯底も含め正確で滑らかな
座標になるように計算しています。
歯底はホブカッターによる加工と同じトロコイド形状になるように計算しており、歯底の形状を変える場合は仮想のホブの隅Rと圧力角を
変えることで計算しています。
また、様々なNC設備で加工することを想定し、歯溝形状の点座標の数は自由に調整できるようにしています。
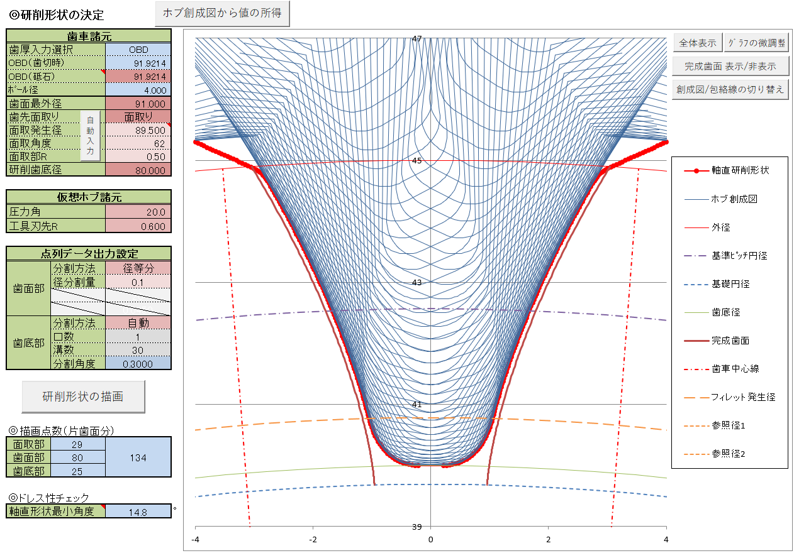
下の図はセミトップを付与して、歯底は砥石を当てないように研削形状を設定した事例です。
セミトップ部は直線状の面取りを行う場合でも、歯面と面取りの直線の間にはドレッサーのR相当以上のRが付与されることになり、
このRの大きさは自由に調整可能でR面取りを付与することも可能です。
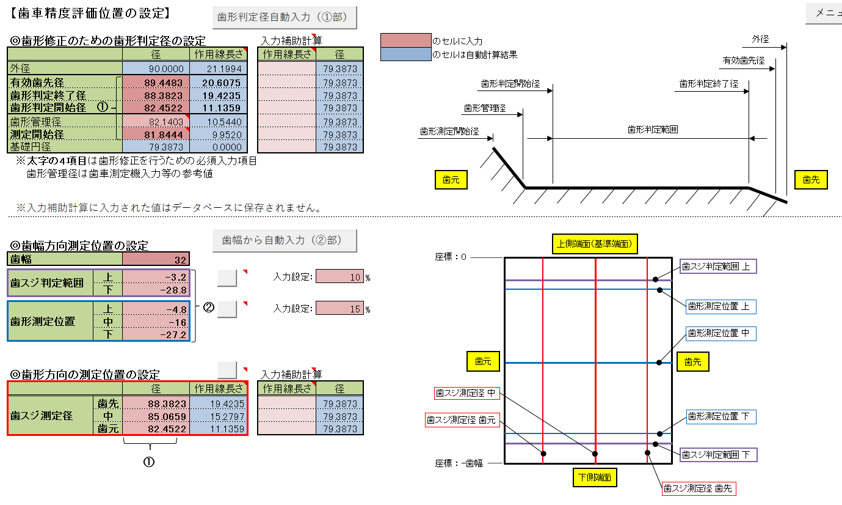
3.歯車精度評価位置の決定
歯車精度評価位置は、歯車精度の狙い値を設定するため事前に設定しておく必要のある項目です。
基本的には歯車精度の測定に設定する項目と同じです。
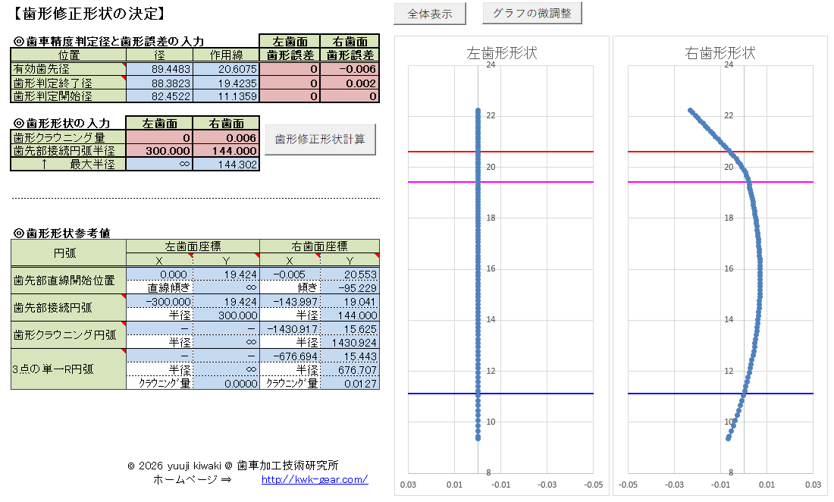
4.歯形修正形状の決定
歯形修正形状は、歯形クラウニングや歯先修正を設定します。
歯形修正は砥石形状に付与する必要があり、その砥石形状が歯車歯面に転写されることになります。
5.砥石形状の計算
砥石形状は、研削形状と歯形修正形状から先に述べた砥石干渉を補正した形状を計算します。
砥石形状ではターゲット砥石径を指定して干渉補正を行う必要があり、砥石幅に合わせた砥石の端の処理を行う
必要があるので、ここで使用する砥石を選択します。
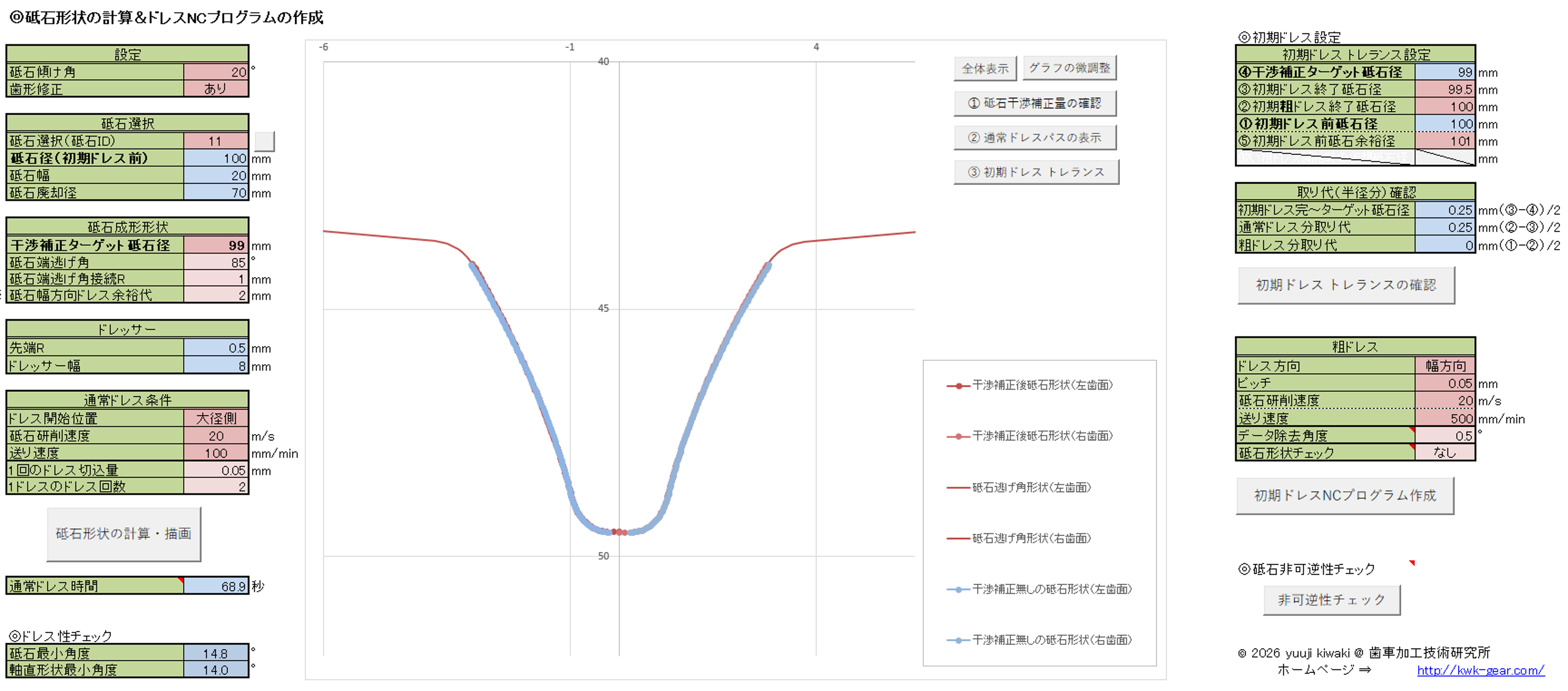
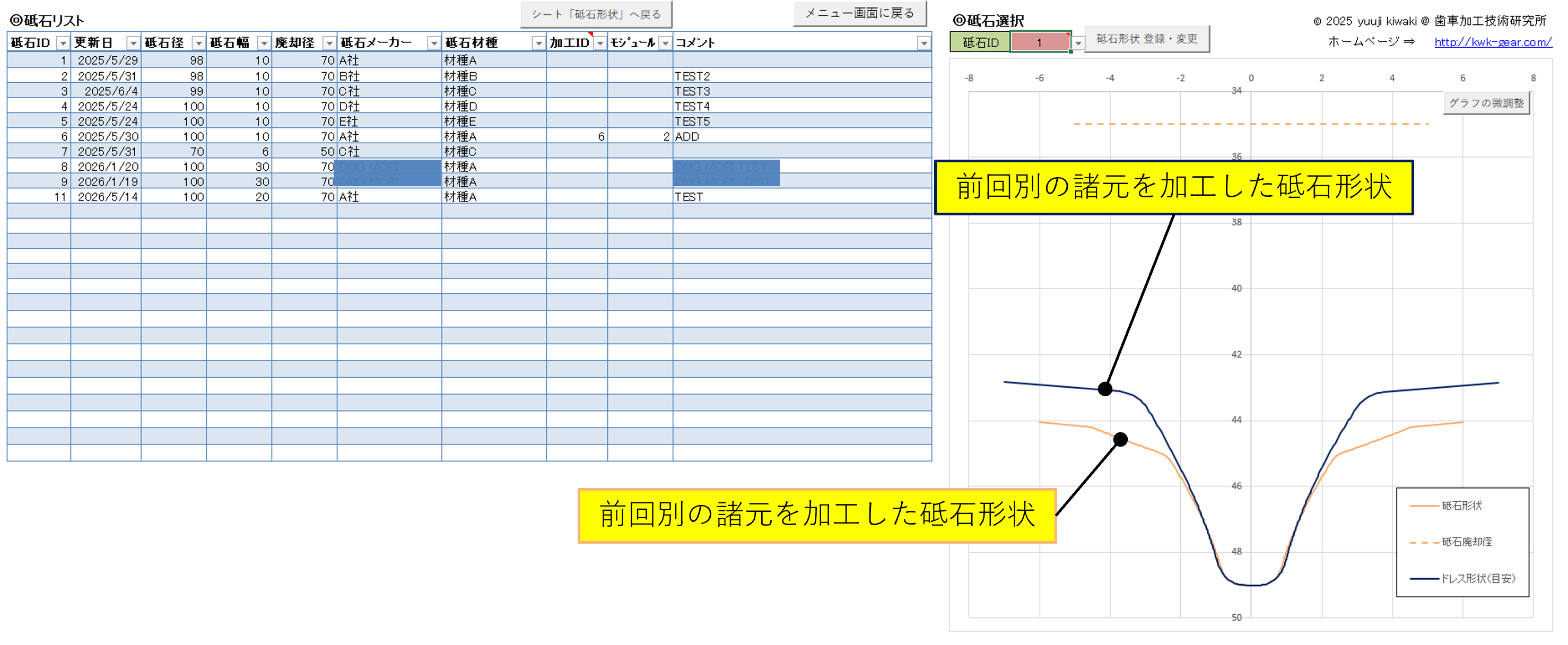
下の図は砥石リストであり、使用中のドレス形状をデータベースに登録しておくことが出来ます。
そして登録していた砥石形状と研削したい形状を下の図の右のグラフのように重ね合わせることで、初期ドレス量の少ない
適切な砥石を保有している砥石の中から簡単に確認し選択することが出来ます。
また、ここでは初期ドレスのトレランスを確認したり、干渉補正を行った砥石形状で研削された歯溝形状が狙いの研削形状と
一致するかを確認する「非可逆性チェック」などを行うことが可能です。
また、この時点で初期ドレスのNCプログラムを出力することも可能です。(後で実際に歯車を加工するNCプログラムとまとめて
初期ドレスのプログラムも出力することも可能です。)
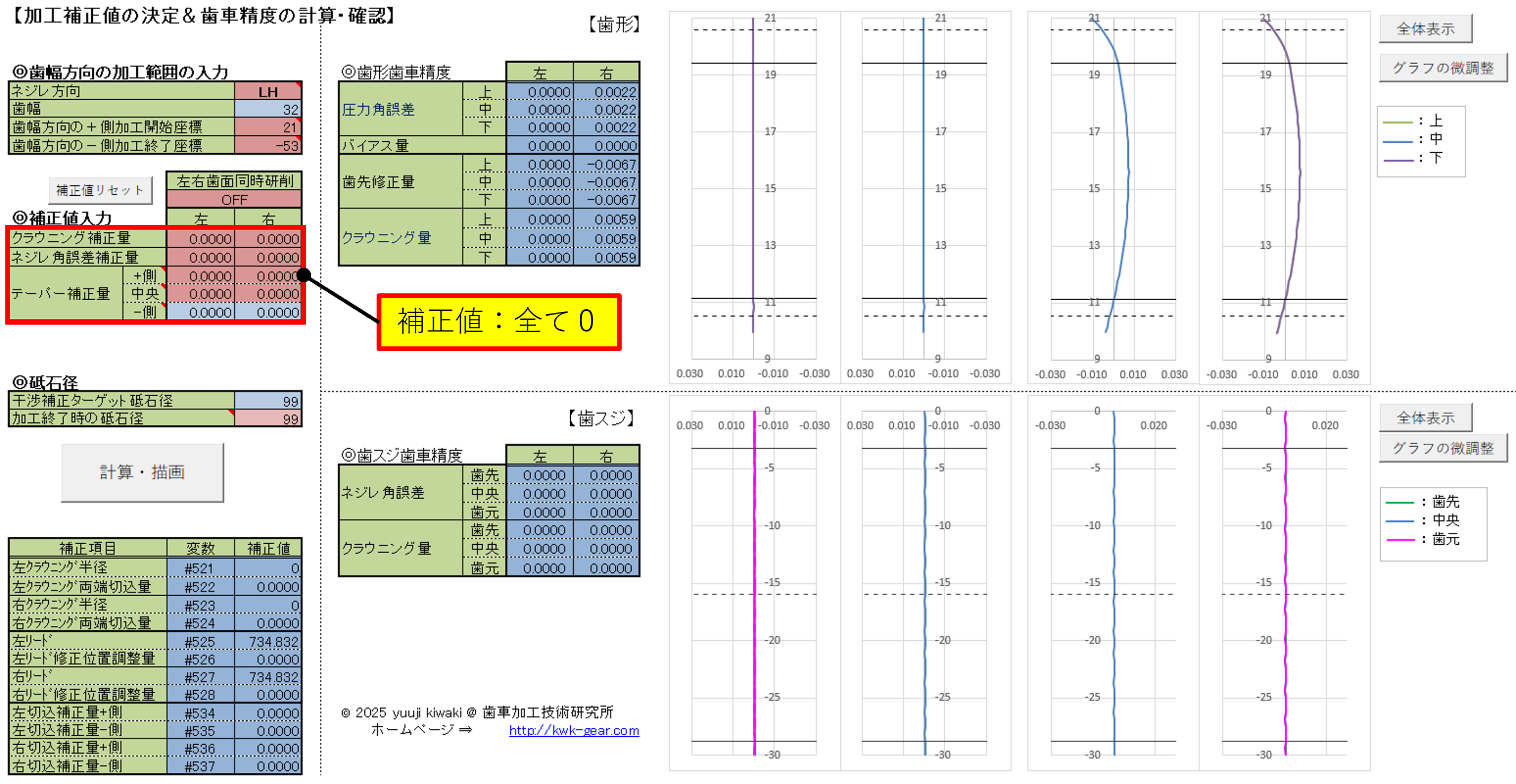
6.加工補正値の決定
加工補正値は歯スジクラウニング、ネジレ角修正、バイアス修正を付与するための加工動作を調整するための補正値です。
下の図は設備の加工動作を示したもので、ピンク色が砥石、緑色が加工される歯車であり、赤色の方向に動作することで、クラウニング補正、
テーパー補正、ネジレ角補正の3つの動作を組み合わせて修正を行います。
通常のソフトウェアでは、歯スジクラウニング、ネジレ角修正、バイアス修正の狙いを入力することで自動で設備の加工の動作が 調整されると思います。しかし、GPGでは設備の加工補正動作を入力し、そこからシミュレーションを行い得られる歯車精度を確認します。
歯車の歯面修正はネジレ角誤差を修正すると歯形形状が崩れたり、1つの修正が他の項目にも影響を与えることが多く、狙いの歯車精度が
得られず苦労することが多いです。
また、苦労して修正していると砥石が反対歯面に干渉してしまうなど、完全に迷子のようになってしまうことも多くあると思います。
一見、GPGの方式は面倒な気もしますが、例えば、クラウニング補正動作を1ミクロン与えると、他のネジレ角誤差・圧力角誤差・
バイアス誤差などが、どのように変化するかシミュレーション結果で確認することができ、また、設備がどのような動作で何ミクロン
移動しているかを知っていることで反対の歯面に砥石が干渉するリスクも予想しやすくなり、迷子になることは少なくなると考えています。
下の図は加工補正値を全て0とした時の歯車精度のシミュレーション結果です。
右の歯形にクラウニングと歯先修正が施されていますが、これは砥石形状に付与したものが転写されている状況です。
加工補正を決定する順序は以下の順序で決定します。
- クラウニング補正
- テーパー補正
- ネジレ角補正
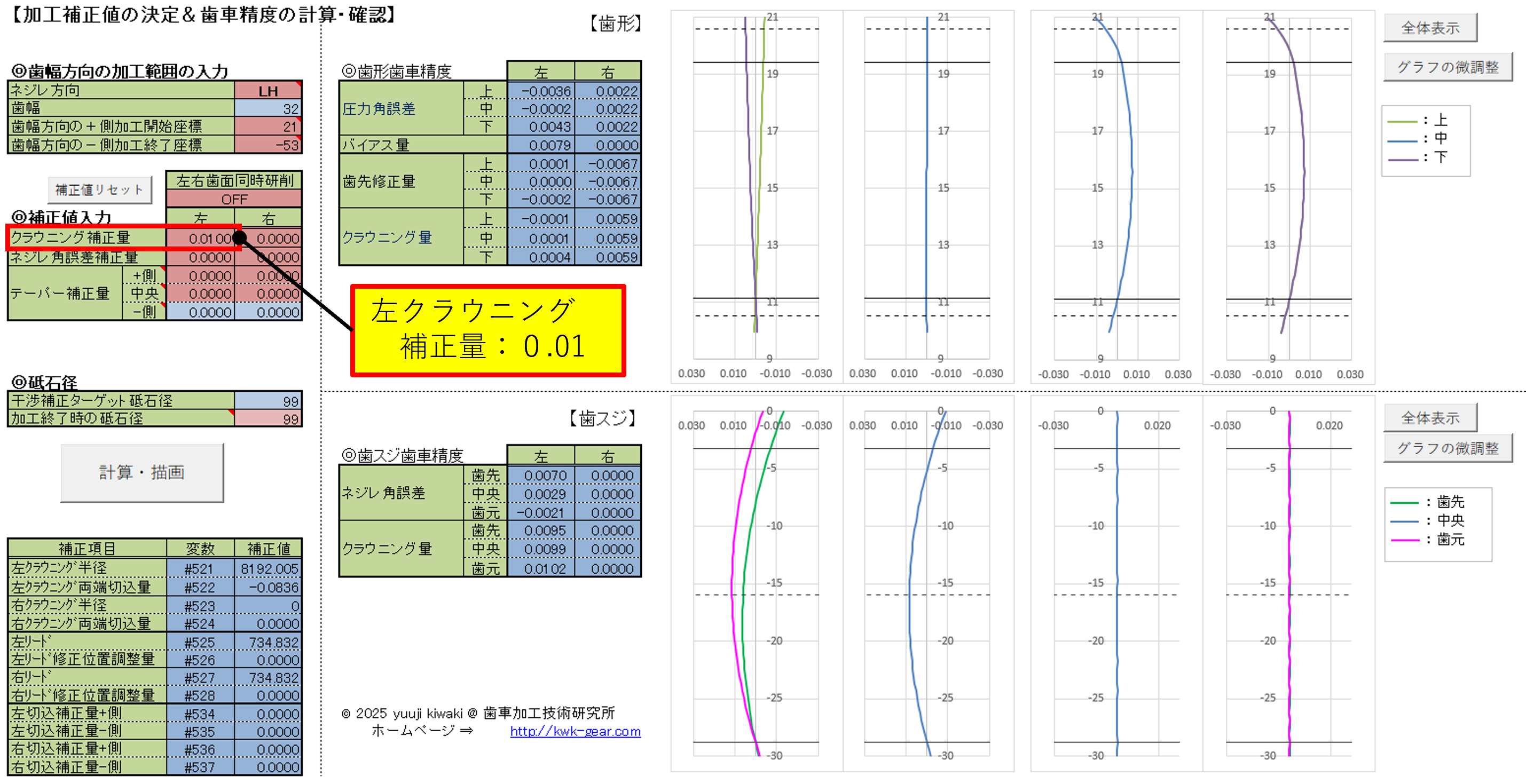
下の図は左歯面だけクラウニング補正量を0.01mm付与した時の歯車精度のシミュレーション結果です。
クラウニングを付与することでバイアス、ネジレ角誤差、圧力角誤差も発生し、他の精度に影響を及ぼしやすく、
他の補正量から影響を受けない項目なので、一番に決定すべき補正量です。
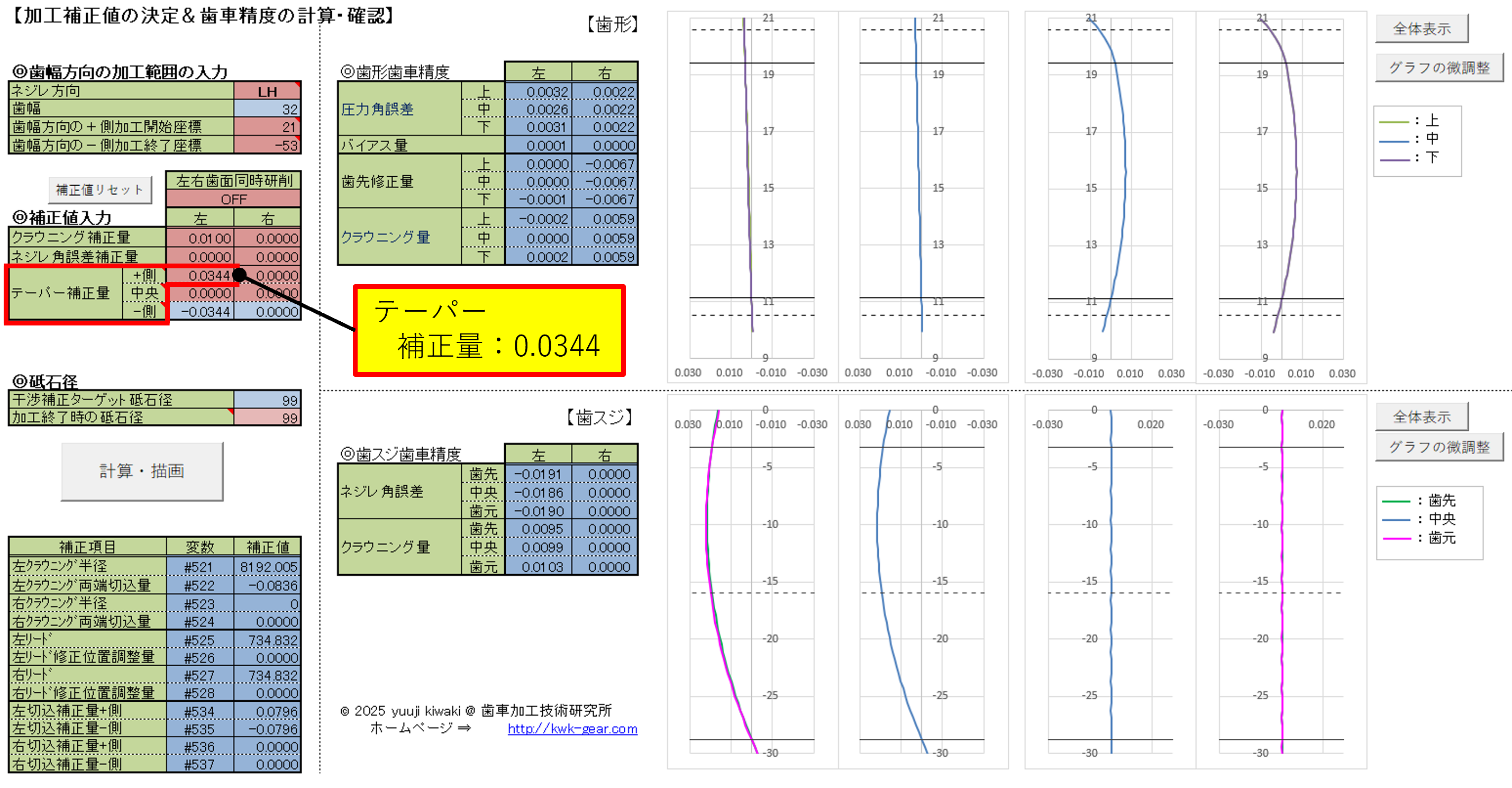
次の図はテーパー補正を行うことでクラウニング補正によって発生したバイアス誤差を打ち消す場合に使用します。
テーパー補正を行うとフィレット発生径もテーパーが発生することに注意する必要があり、基本的にはバイアス量を調整する時のみに
使用します。
最後に下の図のようにネジレ角補正を行うことで、クラウニング補正とテーパー補正によって発生したネジレ角誤差を調整して、
ネジレ角誤差を0に戻した事例です。
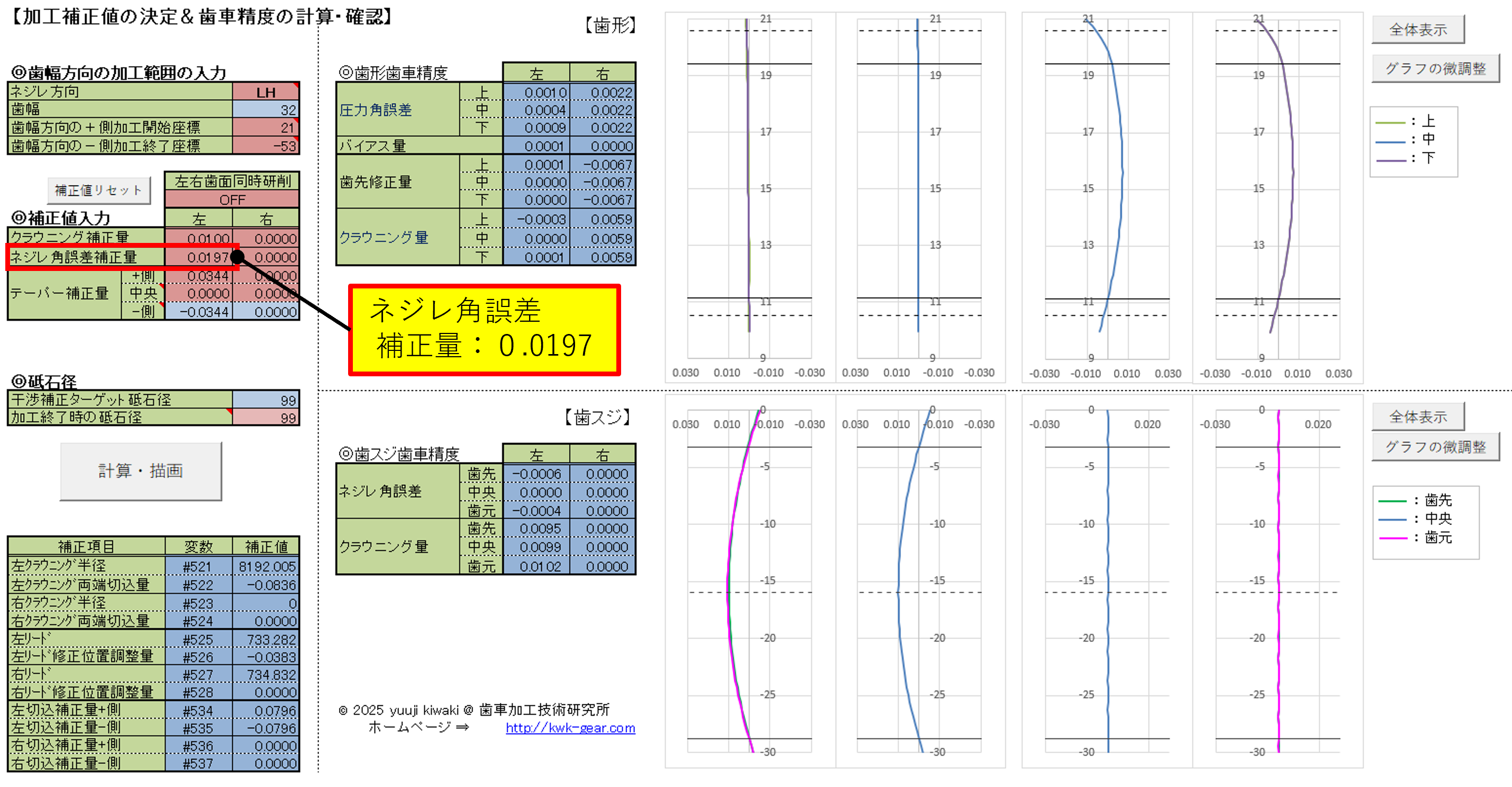
このように補正は常に「クラウニング補正」→「テーパー補正」→「ネジレ角補正」の順に調整します。
ここで、もし、圧力角誤差や歯形の形状に問題が発生した場合は、再度、歯形修正形状の決定まで戻って調整し直します。
7.NCプログラムの作成
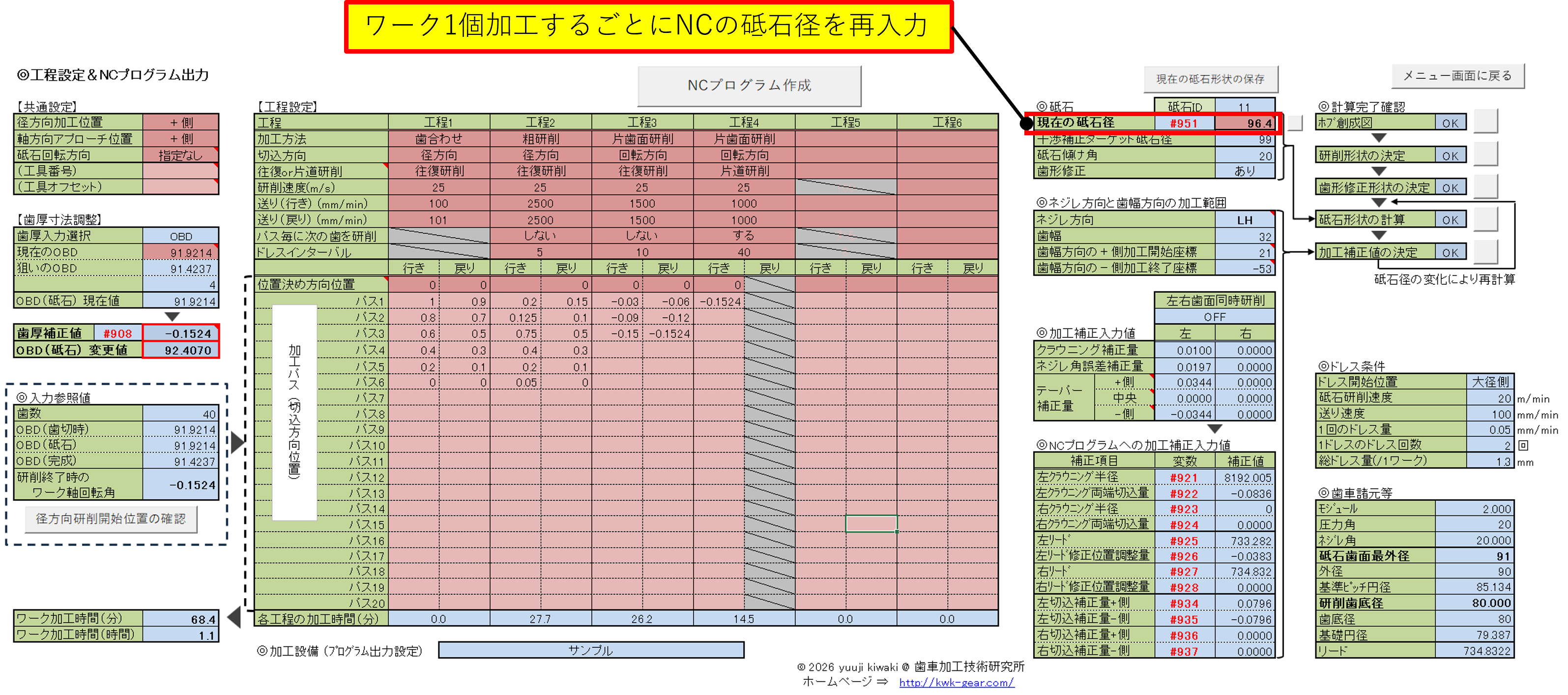
下のNCプログラム作成画面でパスや加工条件の設定を行いNCプログラムを出力します。
ここで、GPGはGPGを動かしているPCと設備(NC装置)は繋がっていない前提のソフトウェアなので、NC装置のマクロ変数で管理している
砥石径をワークを1個加工する毎にPCのこの画面に再度入力し、この砥石径から次のワークの加工終了時の砥石径をターゲット砥石径
として再度、干渉補正計算を行います。
このサイクルを繰り返すことで先に述べた「砥石径の変化による歯形形状の変化」の問題を解決します。
ダウンロード
GPGは、現在、お客様の下で加工実績を積み、検証と改善を繰り返していく段階です。
ご興味があり試用されたい方は、以下より歯車加工技術研究所へお問い合わせください。
お問合せフォーム
価格・利用規約
価格についても一応、決めてはいますが、今後の状況により変更する可能性もあるので、以下よりお問い合わせください。
お問合せフォーム
利用規約兼保守サポート規約
取扱説明
GPGの操作説明は、現在、TeamsやMeet等によるWeb会議により行っております。
現在はソフトウェアの拡充やブラッシュアップに力を注ぎたいのですが、お客様の増加に合わせて、動画かHP上に
取扱説明を記載していこうと思っています。
いずれにしても、この場所を起点に取扱説明書をお知らせしていく予定です。